
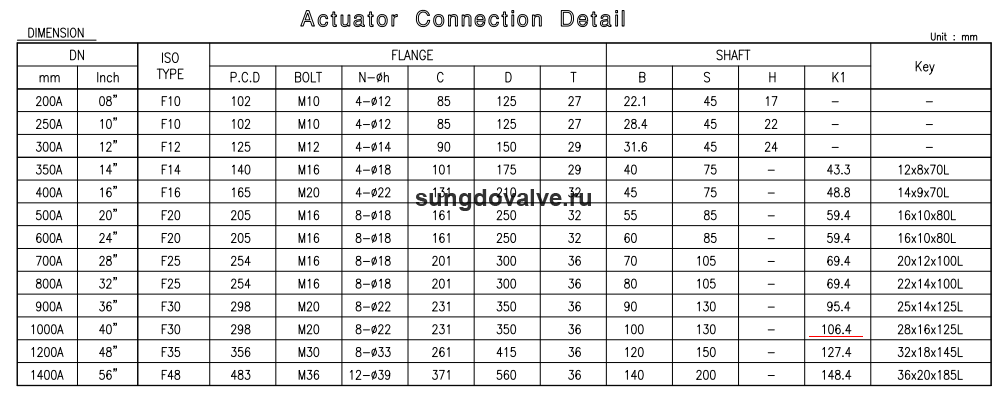
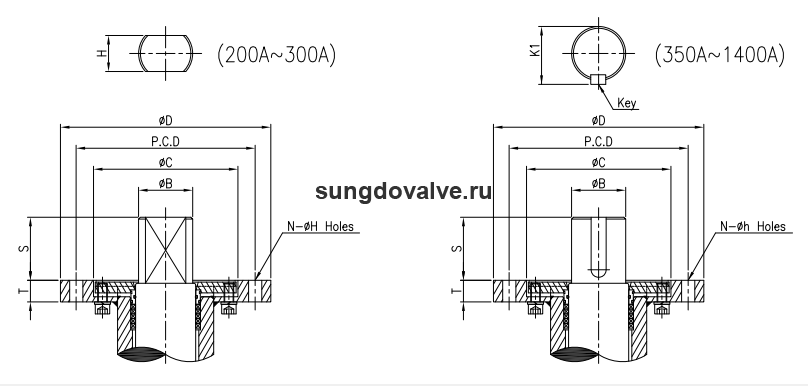
Высокопроизводительные затворы дисковые SUNG DO VALVE 700-серии специально спроектированы для работы в условиях высокого давления, высокой температуры и высокоскоростного потока. Интегрированный верхний фланец даёт возможность соединять напрямую червячную передачу, пневматический и электрический приводы. Структура двойного эксцентрика: ось вращения диска дважды эксцентрична к металлическому седлу. Это предотвращает трение седла и предоставляет превосходное запирание в течение длительного периода.
Южнокорейская компания SUNG DO VALVE CO., LTD производит затворы дисковые поворотные 700-серии для теплоснабжения с 1979 года и является крупнейшим производителем затворов во всём регионе. Затворы дисковые поворотные 700 серии для теплоснабжения SUNG DO VALVE хорошо себя зарекомендовали как на внутреннем рынке в Республике Южная Корея, так и во всём мире в различных отраслях промышленности. С 2011 года затворы дисковые поворотные 700 серии для теплоснабжения SUNG DO VALVE поставляются и для российского рынка. Эксклюзивным дистрибьютором на территории Российской Федерации и стран СНГ является компания ООО "КМС ГРУПП". В настоящее время затворы компании SUNG DO VALVE CO., LTD работают на предприятиях Москвы, Санкт-Петербурга, Мурманска, Краснодарского края, Республики Татарстан, республики Башкортостан, Приморского края, в различных климатических зонах. Технически затворы дисковые поворотные 700 серии SUNG DO VALVE полностью адаптированы под российские стандарты, что позволяет с легкостью проводить замену.

Затворы дисковые поворотные 700 серии для теплоснабжения SUNG DO VALVE имеют следующие технические характеристики:
- номинальный диаметр от Ду200 до Ду1400;
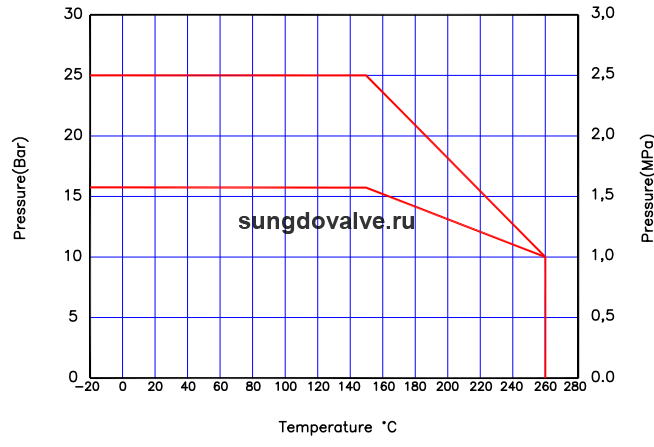
- номинальное давление Ру10, Ру16, Ру25;
- температура рабочей среды: -40…+260 °С
- тип конструкции: диск с двойным эксцентриситетом;
- тип исполнения затвора: запорно-регулирующий;
- по способу присоединения к трубопроводу затворы 700 серии изготовляются: под приварку или с фланцевым исполнением;
| Под приварку | Фланцевый |

|

|
- корпус: цельносварной, из стали 09Г2С;
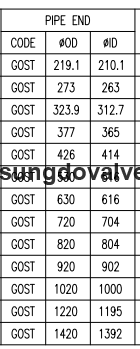
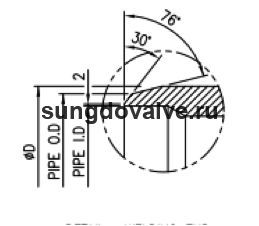
- патрубки под приварку к трубопроводу адаптированы к российским стандартам(ГОСТ 16037-80);
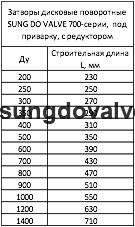
- строительные длины затворов представлены в таблице
- материал диска: нержавеющая сталь A351 CF8 (аналог 07Х18Н10Г2С2МЛ), с нанесением на полированную поверхность жёсткого хрома, для улучшения износостойкости;
- материал седла (уплотнения): INCONEL 625 (высокопрочный жаропрочный износостойкий никель-хром-молибденовый сплав с добавлением ниобия);
Схема уплотнения седла
- материал штока: сталь нержавеющая A 276-410 (аналог 12Х13);
- уплотнение штока: PTFE+C (фторопласт плюс углерод). Система уплотнения штока: многоступенчатая, исключающая протечки по штоку в течение всего срока эксплуатации и не требующая обслуживания;
- класс герметичности: «А» по ГОСТ Р 54808-2011 (ISO5208). Обеспечение герметичности в обоих направлениях потока рабочей среды;
- направление установки затвора: установка в любом направлении движения потока рабочей среды на трубопроводах любого расположения (вертикальных, горизонтальных);
- ремонтопригодность: оборудование ремонтопригодное (конструкция затвора обеспечивает возможность его ремонта, в т.ч. замену уплотнений без демонтажа с трубопровода);
- наличие ограничителя поворота диска, для предотвращения проворачивания запорного диска при избыточном крутящем моменте, гидроударе и других аварийных ситуациях;
Ограничитель поворота диска

- гарантия изготовителя: 60 месяцев с момента эксплуатации;
- требования по надёжности: оборудование и комплектующие к нему обеспечивают срок службы не менее 30 лет.
- по способу управления: с ручным редуктором, с пневмоприводом, с электроприводом
| Пневмопривод | Электропривод AUMA |

|

|
Крутящий момент затворов дисковых поворотных 700-серии SUNG DO VALVE (Южная Корея)
|
№ |
Диаметр |
Крутящий момент, Н*м |
Крутящий момент + 30% |
Электропривод AUMA (Германия) |
|
1 |
DN200 |
329 |
427 |
SG 10.1 |
|
2 |
DN250 |
588 |
767 |
SG 12.1 |
|
3 |
DN300 |
923 |
1200 |
SG 12.1 или SA10.2/GS 80.3 |
|
4 |
DN350 |
1,248 |
1625 |
SA 10.2/GS 80.3 |
|
5 |
DN400 |
1,898 |
2470 |
SA 07.6/GS 100.3 |
|
6 |
DN500 |
2,990 |
3900 |
SA 07.6/GS 100.3 |
|
7 |
DN600 |
4,290 |
5580 |
SA 10.2/GS 125.3 |
|
8 |
DN700 |
7,872 |
10240 |
SA 10.2/GS 160.3 |
|
9 |
DN800 |
11,466 |
14900 |
SA 10.2/GS 160.3 |
|
10 |
DN900 |
15,748 |
20500 |
SA 10.2/GS 200.3 |
|
11 |
DN1000 |
21155 |
27500 |
SA 10.2/GS 200.3 |
|
12 |
DN1200 |
36,473 |
47414 |
SA 14.2/GS 250.3 |
|
13 |
DN1400 |
61,500 |
79950 |
SA 14.2/GS 315 |
ГРАФИК ЗАВИСИМОСТИ ТЕМПЕРАТУРА-ДАВЛЕНИЕ
Зависимость пропускной способности затвора SUNG DO VALVE от угла поворота диска
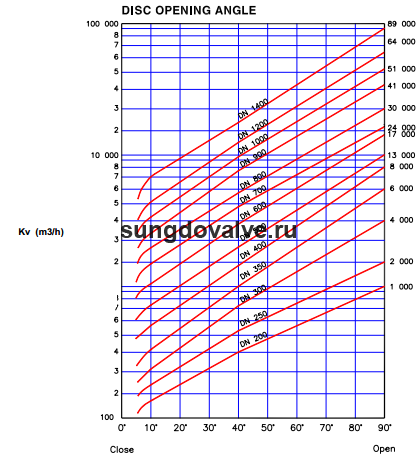
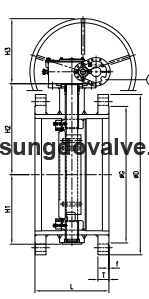
Чертёж затвора дискового под приварку SUNG DO VALVE (700-серия)
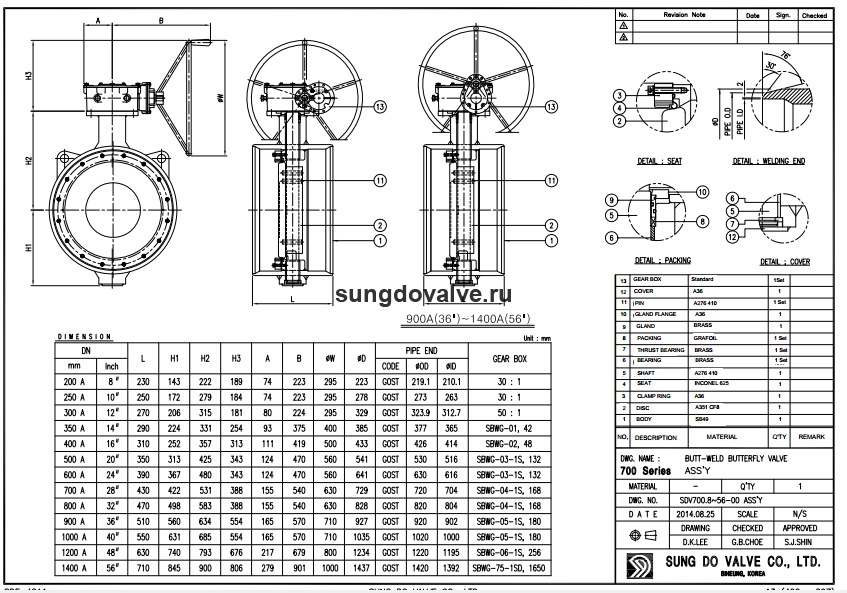
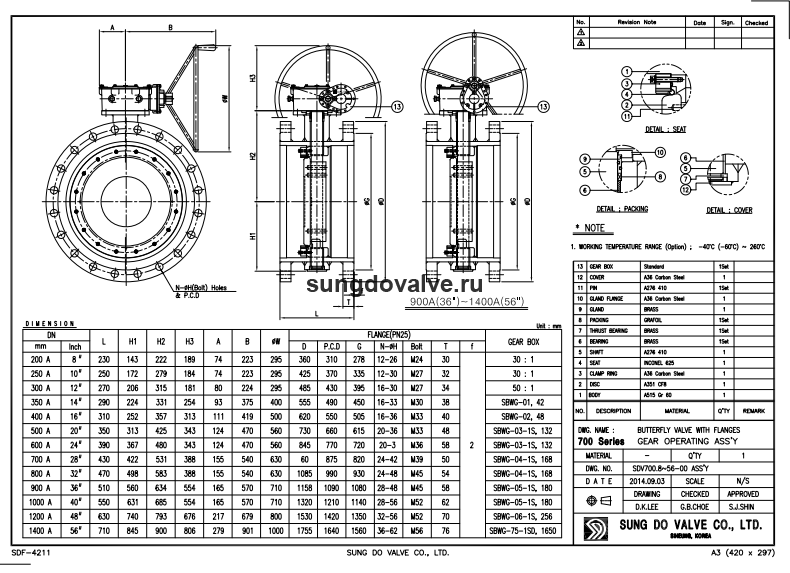
Чертёж затвора дискового фланцевого SUNG DO VALVE (700-серия)
Затворы дисковые под приварку SDV (700-серия) с 2010 года поставляются для бренда KMC CORPORATION (Южная Корея). Поэтому, затворы дисковые KMC типа BF (цельносварные, 2-х эксцентриковые) являются полным аналогом затворов приварных SDV(700-серия).



Особенности установки и эксплуатации сварных и фланцевых ДПЗ SUNG DO VALVE (700-серия)
С точки зрения конструктивного исполнения затвор является относительно безопасным устройством; тем не менее, необходимо регулярно проверять и при необходимости ремонтировать все затворы.
Советы по проверке и ремонту после установки
Для долговременной надежной работы затвора необходимо регулярно проверять его и производить техническое обслуживание. Необходимые проверки и обслуживание перечислены ниже.
Особенности по эксплуатации затворов дисковых поворотных с присоединением на приварку
- Если металлическое уплотнение затвора открывается/закрывается в сухом состоянии, то на металл воздействует сильное трение; в результате повышается его износ, и могут появиться повреждения. Поэтому уплотнение должно открываться/закрываться после того, как на него попадет вода из затвора.
- Затвор на стороне резинового уплотнения закрывается, когда диск входит в соприкосновение с уплотнением затвора, и усилие постепенно повышается из-за все более плотного контакта металла. Если в этом нормальном полностью закрытом положении затвор продолжает поворачиваться, то металлическое уплотнение будет деформироваться, и сопротивление быстро возрастет. Если затвор постоянно используется таким образом, это отрицательно влияет на срок службы металлического уплотнения. Поэтому вблизи полностью закрытого положения следует поворачивать затвор медленно и внимательно следить за его положением.
Во время закрытия следует прислушиваться к шумам и вибрации.
УСТАНОВКА И ПРИВАРКА ДПЗ К ТРУБОПРОВОДУ
Затвор можно устанавливать только в тех местах, для которых он разработан и специально предназначен.
Запрещается превышать допустимые пределы его эксплуатации! Максимально допустимое давление и температура приведены на заводской табличке затвора.
Не следует снимать с затвора ручной редуктор или привод. Если во время установки все же потребуется снять ручной редуктор или привод, то при его повторной установке необходимо выполнить повторную регулировку, как описано в документации изготовителя привода.
Перед установкой необходимо снять защитные заглушки с расходных отверстий затвора. Убедиться, что затвор не поврежден и не загрязнен изнутри. Закрыть затвор на время сварки.
Рекомендуется устанавливать затвор на трубопровод в соответствии с предпочтительным направлением потока.
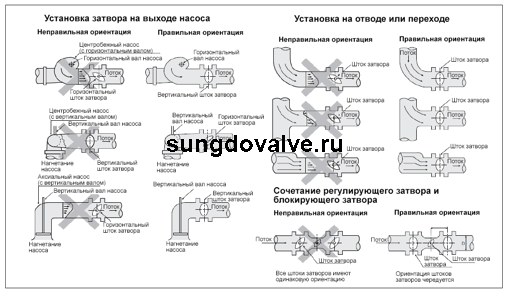
Специальные инструкции — Уголки/отводы и насосы
После изгибов трубы и центробежных насосов давление на внешней стороне выше, чем на внутренней. При установке дискового поворотного затвора сразу после отвода трубы необходимо установить его так, чтобы шток располагался строго перпендикулярно (под углом 90 градусов) к центральной точке отвода (см. рис. 1).
При установке затвора после центробежного насоса шток затвора должен располагаться перпендикулярно (под углом 90 градусов) к валу насоса (см. рис. 2).
Всегда рекомендуется устанавливать затвор таким образом, чтобы шток затвора располагался горизонтально.
При этом снижается нагрузка на подшипники диска. Однако, если два затвора располагаются на одной линии в непосредственной близости друг от друга, то их штоки должны располагаться под углом 90 градусов (перпендикулярно) друг к другу.
|
|
| Рисунок 1 | Рисунок 2 |
Затвор присоединяется к трубопроводу с помощью электросварки.
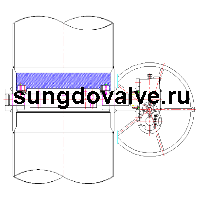
Если затвор приваривается к вертикальному трубопроводу, то следует закрыть затвор и создать водяную подушку не менее 4 см. Водяная подушка гарантирует, что брызги от сварки не повредят уплотнение и поверхность диска (рис. 1).
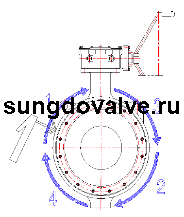
Первоначально затвор необходимо прикрепить к трубопроводу с помощью точечной сварки мостиками: 4–8 сварными швами до 5 см на противоположных сторонах затвора (сверху–снизу–слева–справа и т.д.). После этого следует выполнить швы между мостиками, как показано на рис. 2.
Затвор нельзя использовать в качестве самостоятельного оконечного фиттинга линии. После затвора всегда должен стоять глухой фланец, приваренный или привинченный к трубопроводу. Пространство с обратной стороны должно быть заполнено водой, не содержащей кислорода, для предотвращения коррозии.
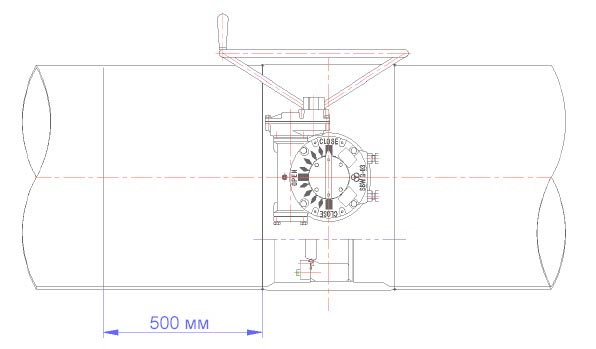
Сварной шов заглушки должен находиться на расстоянии не менее 200 мм от сварных швов затвора.
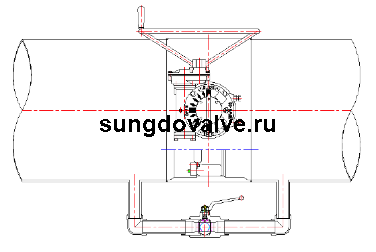
Рекомендуется приваривать затвор к трубопроводу с помощью приставок к сварочной головке (см. прилагаемый рисунок). Точечная сварка и сварка мостиками выполняется так же, как описано выше в разделе Установка и приварка к трубопроводу
Для предотвращения гидроударов рекомендуется всегда использовать с дисковыми поворотными затворами обводные клапаны.
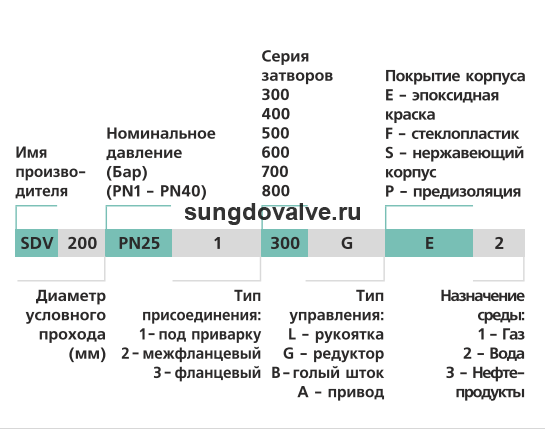
МАРКИРОВКА ЗАТВОРОВ ДИСКОВЫХ SUNG DO VALVE
 Более подробная информация представлена в каталоге (700-серия).
Более подробная информация представлена в каталоге (700-серия).

Полное наименование,маркировка, а также стандартные материалы исполнения
| Диаметр | Давление | Маркировка | Корпус | Диск | Уплотнение | Шток |
| Ду 200 | Ру 25 | SDV-200-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 250 | Ру 25 | SDV-250-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 300 | Ру 25 | SDV-300-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 350 | Ру 25 | SDV-350-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 400 | Ру 25 | SDV-400-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 500 | Ру 25 | SDV-500-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 600 | Ру 25 | SDV-600-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 700 | Ру 25 | SDV-700-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 800 | Ру 25 | SDV-800-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 900 | Ру 25 | SDV-900-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 1000 | Ру 25 | SDV-1000-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 1200 | Ру 25 | SDV-1200-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |
| Ду 1400 | Ру 25 | SDV-1400-PN25-1-700-G-E-2 | SB49 | CF8 | Inconel 625 | А276 410 |